

Dvojitý pulzný TIG je nový zvárací proces, ktorý kombinuje výkon a výhody dvoch rôznych metód pulzného TIG zvárania jednosmerným prúdom. Proces bol špeciálne vyvinutý pre novú generáciu zváracích zdrojov Kemppi MasterTIG. Vďaka úzkemu a koncentrovanému zváraciemu oblúku sa výrazne zvyšuje rýchlosť zvárania, čo sa zároveň odzrkadľuje znížením tepelného príkonu a deformácií. Dvojitý pulz prináša aj mnohé ďalšie výhody z hľadiska účinnosti a kvality. Má veľký potenciál zvýšiť efektivitu TIG zvárania a touto inováciou ho posunúť na vyššiu úroveň, z ktorej budú profitovať manuálne, ako aj mechanizované aplikácie.
Významný krok k lepšiemu a efektívnejšiemu TIG zváraniu
Zvyšujúci sa tlak na zlepšenie efektivity práce môže v niektorých prípadoch spochybňovať opodstatnenosť použitia metódy TIG. Zvyšovanie efektívnosti sa väčšinou zameriavalo na doplnkové činnosti zváracích prác, aby sa zvárač mohol venovať výlučne zváraniu. V posledných rokoch sa objavili pokusy nahradiť TIG zváranie koreňových vrstiev metódou MIG/MAG. Do určitej miery sa to podarilo, avšak nové procesy nemožno generálne použiť pre všetky riešenia. Spoločnosť Kemppi preto ako prvá na svete prichádza s metódou DC TIG zvárania dvojitým pulzom, ktorá otvára nové možnosti pre zvýšenie produktivity a kvality TIG zvárania.
Princíp fungovania dvojitého pulzu
V závislosti od frekvencie pulzu je možné pulzné zváranie rozdeliť na nízkofrekvenčné a vysokofrekvenčné. Každá metóda má svoje prednosti, ktoré ju predurčujú pre určitý druh aplikácie. Vysokofrekvenčný pulz vytvára úzky, stabilný a presne zameraný oblúk. Nízkofrekvenčný pulz poskytuje v špičkách krátkodobý vysoký výkon. Ten zabezpečuje ideálnu tekutosť zvarového kúpeľa. V dolnej časti nízkofrekvenčného pulzu zase dochádza k jeho stuhnutiu, čo uľahčuje zváranie v polohách.
Metóda zvárania dvojitým pulzným prúdom využíva oba typy pulzov a spája výhody týchto dvoch rôznych pulzných procesov do jedného. V novom TIG zváracom procese sa striedajú záporné pulzy jednosmerného prúdu s nízkou frekvenciou (0,2 – 30 Hz) a s vysokou frekvenciou (100 – 400 Hz). Prúdové charakteristiky zvárania dvojitým pulzom sú znázornené na obrázku 1.
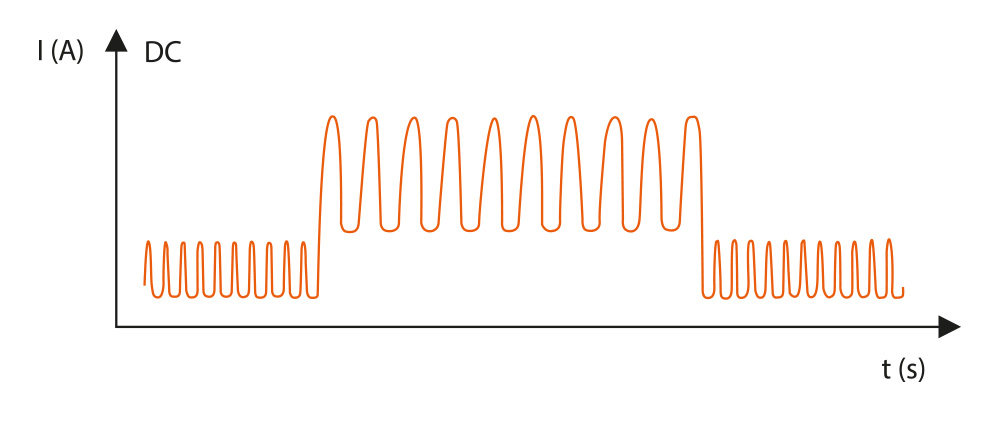
Obr. 1. Priebeh prúdu pri DC TIG pulznom zváraní. Metóda využíva striedanie nízkofrekvenčných a vysokofrekvenčných pulzov.
Porovnanie pulzných TIG procesov
Testy vykonané pomocou ručného a mechanizovaného zvárania porovnávali dvojité pulzné TIG zváranie s konvenčnými TIG procesmi s nízkou a vysokou frekvenciou pulzov.
Skúšobné zvary boli robené na rohovom spoji 1 + 1 mm z nehrdzavejúcej ocele (316L) v polohe PA a na kútovom spoji 3 + 3 mm z nelegovanej konštrukčnej ocele (S355) v polohe PB.
Najproduktívnejšou metódou pri zváraní rohového spoja bolo zváranie dvojitým pulzom. Kľúčovým prvkom bolo presné zameranie oblúka do miesta zvaru. Široký zvárací oblúk, ktorý sa vytváral pri TIG zváraní pomalým pulzom, nemal dostatočne koncentrovanú energiu pre roztavenie rohu pri vysokých postupových rýchlostiach (450 mm/min.). Oproti tradičným pulzným metódam dosahovalo zváranie dvojitým pulzom až o 30 % vyššie postupové rýchlosti. Tie zároveň prispeli k zníženiu tepelného príkonu o viac ako 20 %, čo sa pre-javilo aj v zmenšení deformácií.

Obr. 2. Tradičné nízkofrekvenčné pulzné TIG zváranie (vľavo) a TIG zváranie dvojitým pulzom (vpravo). Rýchlosť zvárania 450 mm/min., zvárací prúd 30 A. Vďaka úzkemu, stabilnému a presne zameranému oblúku fungovalo zváranie dvojitým pulzom dokonale. Naopak, spoj zváraný nízkofrekvenčným pulzom (vľavo) zostal takmer úplne otvorený.
Aj pri kútovom zvare jednoznačne viedol dvojitý pulz. Zvládol až o 30 % vyššiu rýchlosť zvárania v porovnaním s tradičným vysoko-frekvenčným pulzným zváraním. Rovnako to viedlo k zmenšeniu teplom ovplyvnenej zóny. Výhodou bola aj väčšia tolerancia nerovnomernej zvarovej medzery.
Využitie metódy zvárania dvojitým pulzom v praxi
Nastavenie parametrov dvojitého zváracieho pulzu je jednoduché a prácu s ním ľahko zvládnu všetci zvárači, ktorí majú skúsenosti s pulzným TIG zváraním. Parametre vysokofrekvenčných pulzov sú generované z prednastavených parametrov zváracieho programu a zvárač ich nemusí zadávať. Užívateľ môže upraviť parametre nízko-frekvenčného pulzu, ak je to potrebné, ale fabrické nastavenia sú vhodné pre väčšinu aplikácií.
TIG zváranie dvojitým pulzom je vhodné pre širokú škálu zváracích prác. Jeho benefity sa však prejavia najmä pri zváraní:
- tenkých plechov,
- kútových a rohových zvarov,
- spojov s prísnymi požiadavkami na vizuálnu kvalitu,
- nehrdzavejúcej ocele a kovov vyžadujúcich nízky tepelný príkon, akými sú vysokopevnostné, duplexné a superaustenitické ocele, alebo pri zváraní titánu.
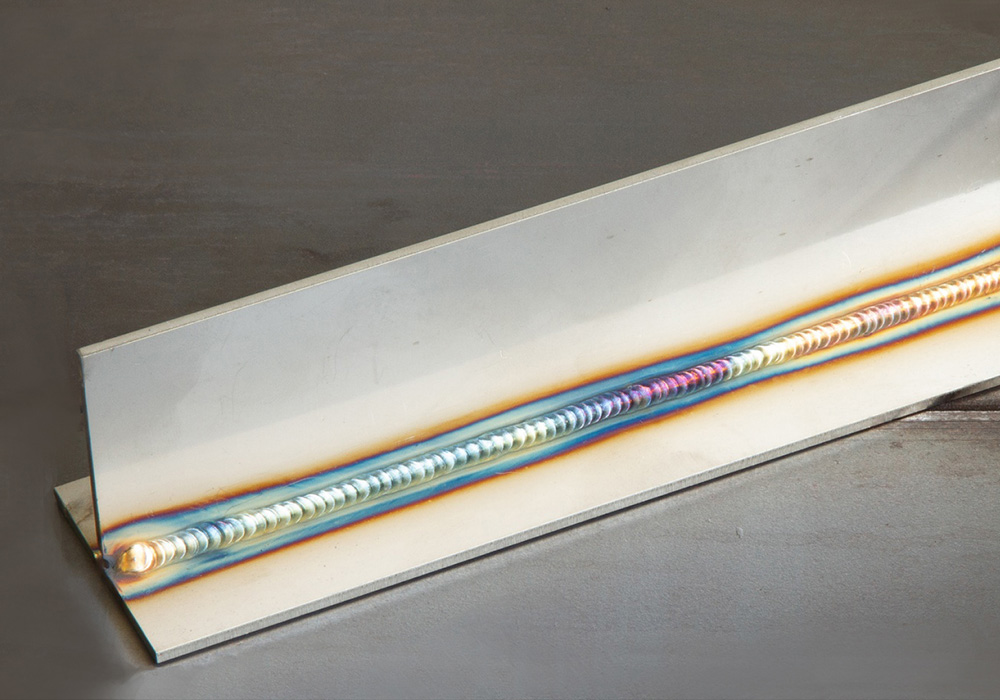
Obr. 3. Kútový zvar v polohe PB na 2,5 mm nehrdzavejúcej oceli (316L) zváraný metódou DC TIG dvojitým pulzom. Metóda vykazovala najlepšiu farbu a najmenšiu teplom ovplyvnenú zónu.
MasterTIG – prvý TIG zvárací zdroj s dvojitým pulzom
Technológia zvárania dvojitým pulzom bola vyvinutá spoločnosťou Kemppi pre ich novú generáciu zváracích zdrojov MasterTIG. Ide o prvý zvárací zdroj na svete, ktorý využíva tento unikátny pulzný DC TIG zvárací proces. Jeho hlavnými výhodami sú najmä vyššie zváracie rýchlosti, nižší tepelný príkon a lepšia vizuálna kvalita zvarov. Vďaka dvojitému pulznému procesu je možné z TIG zvárania jedno-smerným prúdom vyťažiť naozaj maximum.




